OTT-JAKOB夾具的設計思路與安裝介紹
機械加工現(xiàn)有生產模式主要體現(xiàn)在工裝應用落后,效率低下,工人加工零件時裝夾及找正時間長,特別是單件或小批生產頻繁更換工裝時,大多數(shù)時間都是在安裝OTT-JAKOB夾具及找正。
實現(xiàn)這一目標的必要措施,就是對現(xiàn)有的夾具進行改造,替換。在機床上應用組合夾具,快換夾具實現(xiàn)加工的同時,減少了頻繁更換夾具及找正時間,對整體的生產效率提高起到非常重要的作用。
案例一:快換工裝設計思路
快裝夾具的應用比我們常用的電動(或液壓)卡盤要方便快捷,夾緊也可靠,而且加工不同的工件,生產準備相對簡單并且周期短,只需更換不同的彈簧夾頭和定位銷軸,重新編制加工程序即可方便快捷地加工出各種所需的工件,從而可以低成本地實現(xiàn)較大規(guī)模的自動化生產,為企業(yè)節(jié)省資金。
圖1 快換夾具系統(tǒng)
下面本文將介紹經濟型數(shù)控車床快速安裝夾具的設計原理與思路:
1、夾緊機構
在數(shù)控車床的床頭箱前端增加快裝夾緊機構(見圖2),其工作原理:撥叉13在齒條軸的推動下由右向左移動,通過瓦6帶動活動套8向左移動,鋼球12在活動套8的作用下沿夾具體5的斜面向中心移動,同時鋼球12向左擠壓夾緊套7,使夾緊套7和鎖緊擋圈11向左移動,從而使彈簧夾頭10向左移動鎖緊工件,工件的軸向定位由定位銷9來實現(xiàn)。當工件加工完后,撥叉13在齒條軸的推動下向右移動,通過瓦6帶動活動套8向右移動,從而使彈簧夾頭10松開工件,這樣工件的加工就完成了。用戶可根據(jù)所加工工件的不同來更換不同的彈簧夾頭和定位銷就可以實現(xiàn)不同工件的加工。
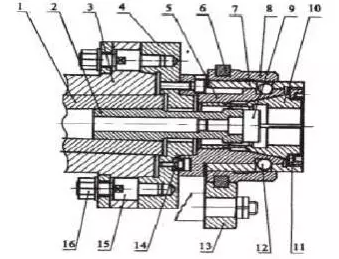
圖2 夾緊機構圖
1-錐套 2-定位套 3-主軸 4-過渡盤 5-夾具體 6-瓦 7-夾緊套 8-活動套 9-定位銷 10-彈簧夾頭 11-鎖緊檔圈 12-鋼球 13-撥叉 14-傳動鏈 15-插銷螺栓 16-帶肩螺母
2、OTT-JAKOB夾具動力部分
OTT-JAKOB夾具動力部分機構見圖3:由固定塊7和支架3將傳動軸2、齒條軸6和回轉氣缸4等零件固定在車床床頭箱前端,與夾緊機構通過撥叉8相連接。工作原理:回轉氣缸4在氣壓的作用下帶動傳動軸2旋轉,將動力傳遞給齒條軸6,齒條軸6帶動撥叉沿導向軸5移動,將動力傳遞給夾具夾緊機構。
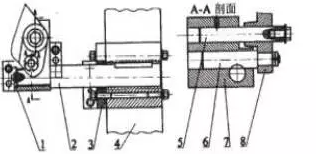
圖3 動力機構圖
1-擋片 2-傳動軸 3-支架 4-回轉氣缸 5-導向軸 6-齒條軸 7-固定塊 8-撥叉
3、OTT-JAKOB夾具控制部分
夾具控制部分裝置見圖4。工作原理:壓縮氣體經氣源處理三聯(lián)件1傳遞給三位四通手動轉閥2,由手動轉閥2傳遞給回轉氣缸3,使氣缸動作夾緊和松開工件。
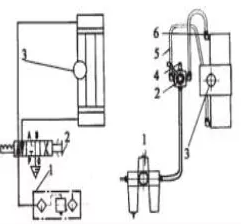
圖4 控制原理以及裝置圖
1-氣源處理三聯(lián)件 2-三位四通手動轉閥 3-回轉氣缸 4-消聲器 5-尼龍管 6-管接頭
案例二:加工中心夾具的快速安裝改造
為了提高立式加工中心的生產效率,縮短夾具的安裝時間,利用立式加工中心的性能特點,為自身加工一個能夠定位夾緊夾具的附加工作臺面,再配備少量的簡易附件,就能夠快速地安裝夾具。
1、自制工作臺面的加工
備一塊與加工中心工作臺面積相同的鋼板或鑄鐵板,厚度約為30-100mm,其數(shù)值可根據(jù)加工中心主軸距工作臺平面的高度、被加工零件的尺寸以及機床規(guī)格等情況進行確定。新的工作臺平面必須與主軸垂直,并且具有較高的平面度,可以將板的上、下兩面磨平后裝在機床工作臺上也可以先將板的一面加工好,裝在加工中心工作臺面上,再精銑上平面,作為新的工作臺平面。
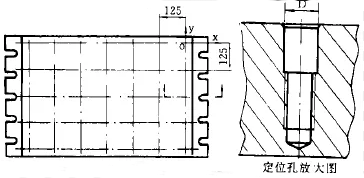
圖5 工作臺面
2、加工定位夾緊孔
新工作臺面完成后,用加工中心加工一組定位夾緊孔。孔按一定規(guī)律排列,第一個孔在工作臺平面坐標零點,其余孔向著坐標的負方向排列,相鄰孔間距離相等。孔距設定考慮以下條件:
(1)勻劃分工作臺坐標平面。
(2)零件及夾具的尺寸大小。
(3)取易記憶的整數(shù)。如圖5所示,機床行程、行程時、取孔距。此外對于具有特殊形狀尺寸的零件的夾具,還可以在附加工作臺上適當?shù)奈恢昧碓黾訆A緊孔,以減小夾具面積,方便操作。
3、配備附件
為方便夾具安裝可配備一些附件,圓柱定位銷9(見圖6a),菱形定位銷,定位夾緊銷(見圖6b),該銷在定位的同時可擰上螺母將夾具壓緊墊片,供調整菱形銷方向用,其厚度為菱形銷螺紋螺距的一半墊塊的高度與夾具底板高度相同螺堵,當螺堵涂上黃油擰入無定位銷的孔內時可防止孔銹蝕。
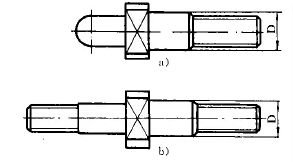
圖6 配件圖
4、設計相應的OTT-JAKOB夾具
僅要加工一個孔位的零件的夾具,在夾具上預留一個定位孔即可。加工多工位的零件的夾具,預留兩個定位孔,孔距與工作臺平面上的孔距成倍數(shù)。零件加工中切削力較小時可以使用定位夾緊銷,夾具上不必再留供夾緊用的邊緣部分。一般夾具可按夾緊銷的位置預留夾緊邊緣或在底板上開槽供夾緊用。
結論
經實踐證明,OTT-JAKOB夾具安裝快速方便,夾具裝夾的同時已經準確定位,直接輸人圓柱定位銷的坐標即可。簡化夾具設計,以利夾具標準化。在加工扁平零件時,不必設計制造高度較大的夾具。夾具的水平面積減小,可以充分利用工作臺面,多安放夾具。OTT-JAKOB夾具安裝時間可以控制,有利于生產計劃管理。
案例三:快速尋位和狀態(tài)記憶的通用夾具系統(tǒng)
基準自由的零件密封技術是一種安裝技術新概念,是PCBF 技術的發(fā)展。采用RFPE 夾具加工時,當需要進行工序或安裝轉換時,通過再一次的材料填充,恢復工件夾具系統(tǒng)的原有形狀,通過填充實體表面保留工件最初的位置信息,以作為新的安裝過程中工件定位的線索。基于RFPE 技術,提出并研制了一種能夠快速尋位和狀態(tài)記憶的通用夾具系統(tǒng)。
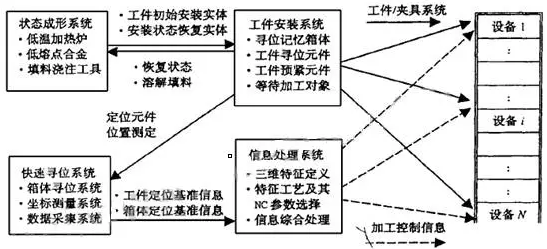
圖7 工作流程圖
1、基本原理
RL&SM 通用夾具系統(tǒng)采用規(guī)范化的板塊結構,構成可拆卸的RL&SM 箱體,作為通用夾具系統(tǒng)在機床上快速尋位的基準和記憶工件初始安裝信息的實體模型;箱體的各個板塊上裝有可便利調節(jié)的工件尋位元件,其固定后的實際位置通過測量獲得,并由數(shù)據(jù)采集系統(tǒng)送入信息處理系統(tǒng);工件通過尋位元件確定其在箱體中的初始位置,預緊后注入低熔點合金凝固形成工件的初始安裝姿態(tài),使工件、填料和箱體形成一個整體——工件夾具系統(tǒng)。
箱體通過其規(guī)則的外部表面、定向鍵和壓板機構,在機床上實現(xiàn)快速定位與夾緊;當需要進行工序或安裝轉換時, 翻轉工件夾具系統(tǒng),完成規(guī)則箱體在機床上的定位與夾緊。圖8為分離式雙箱結構的RL&SM 尋位箱,箱體的各塊板通過柱銷定位連接,上箱和下箱之間則通過鍵實現(xiàn)定位連接,以保證重復裝配時的效率和準確工程應用。
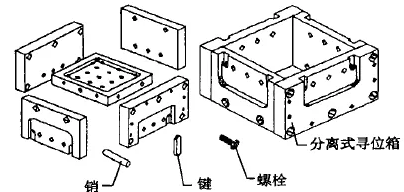
圖8 可快速尋位和狀態(tài)記憶的分離式尋位箱結構
2、工程應用與分析
(1) 機械手肘關節(jié)座:這是一個由非加工表面形成外部輪廓的零件,其加工特征分布在不同的方位面上,并具有相互位置精度要求。采用RL&SM 通用夾具系統(tǒng),工件只需要安裝一次(不再需要工藝基準),兩次安裝RL&SM 箱體即可實現(xiàn)全部加工,圖9給出了采用RL&SM 夾具系統(tǒng)進行機械手肘關節(jié)座加工的工藝過程。
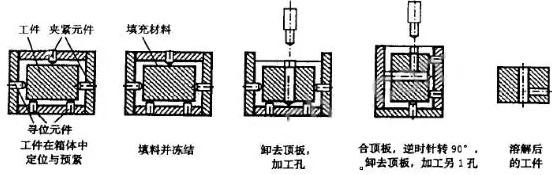
圖9 機械手肘關節(jié)座加工工藝過程
(2) 鞍形轉子:這是一個具有雙曲面外輪廓的高速回轉件(見圖10)。環(huán)壁薄、精度要求高,由于加工時易于產生變形,傳統(tǒng)生產中采用互為基準、反復進行工序轉換加工成形的方法,不僅加工效率低,而且需要各種專用工裝,采用柱形的RL&SM 通用夾具,通過填料增加了工件的剛性,避免了互為基準反復加工的工藝過程,減少工序轉換次數(shù),提高切削效率,減少了專用工裝的花費,即設計、制造周期和成本等。
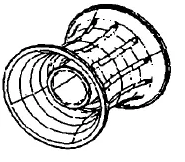
圖10 高速回轉件
(3) 機加工葉片(鋁制):這是一個具有復雜曲面的小剛性零件(見圖11)。采用RL&SM通用夾具系統(tǒng)除了可以節(jié)省原材料,減少輔助加工和安裝轉換次數(shù),而且由于提高了工件支承剛度。切削用量可以大大提高,切削效率可提高3倍以上,并使加工質量明顯得到改善。
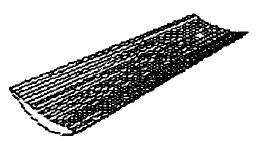
圖11 小剛性零件
結論
RL&SM 通用夾具系統(tǒng)的研究與實踐已取得了重要進展,其中包括RL&SM 箱體的通用性,與夾具原始誤差無關的RL&SM 箱體生成技術,填料性能的研究與填料的研制,填料工藝及其參數(shù)的研究與控制等。工程驗證和部分工程應用結果表明,RL&SM 通用夾具系統(tǒng)具有廣泛的工程應用前景,其主要體現(xiàn)在以下幾個方面:
(1)具有良好的通用性;
(2)具有高的生產效率、機床利用率和加工質量;
(3)有利于設計制造過程自動化;
(4)結構簡單、可靠性好,且成本低, 可以面向任意的工種和任意自動化程度的設備;
(5)RL&SM 通用夾具系統(tǒng)的通用性和規(guī)范化,便于實現(xiàn)工件安裝、狀態(tài)成形、OTT-JAKOB夾具尋位和信息處理的自動化,從而可以降低對操作人員的技術要求。


 +86 0755 83233703
+86 0755 83233703







